
蘇州恒玖錦業(yè)智能科技有限公司
地址:蘇州吳中區(qū)木瀆鎮(zhèn)楓瑞路58號(hào)
座機(jī)0512-65017713
手機(jī):13270465969
聯(lián)系人:戴先生
郵箱:hengjiujinye@
網(wǎng)址:
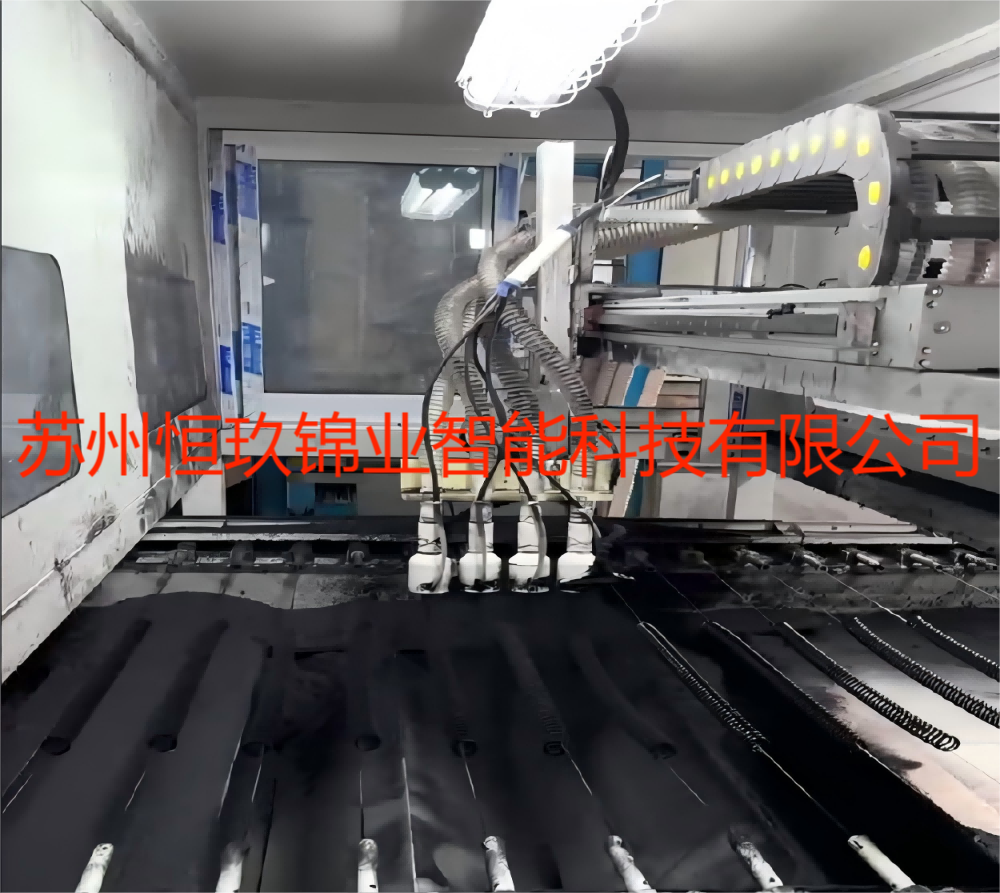
蘇州恒玖錦業(yè)描述汽車(chē)尾門(mén)彈簧植絨生產(chǎn)線是一套自動(dòng)化、連續(xù)式的表面處理系統(tǒng),核心是通過(guò)靜電植絨在彈簧表面形成均勻、耐磨、低噪的絨毛層,用于降低尾門(mén)開(kāi)閉噪音、提升手感與耐久性。
一、生產(chǎn)線整體構(gòu)成(模塊化連續(xù)布局)整條線按工序分為上料→前處理→噴膠→靜電植絨→烘干固化→清絨 / 冷卻→檢測(cè)→下料包裝,全程由懸掛式輸送鏈 / 工裝夾具連續(xù)傳送,彈簧多為垂直懸掛或臥式夾持運(yùn)行。

1. 上料系統(tǒng)振動(dòng)盤(pán) + 上料機(jī)械手:將雜亂彈簧自動(dòng)排序、定位,抓取至輸送工裝。
工裝夾具:專用掛鉤 / 卡具,保證彈簧在輸送中不晃動(dòng)、不纏繞,確保各工序均勻處理。
2. 前處理系統(tǒng)(提升附著力)脫脂清洗:超聲波 / 噴淋清洗,去除油污、鐵屑、灰塵。
除銹 / 活化:拋丸、酸洗或火焰處理(800–1200℃),清潔表面并提高表面能。
烘干:熱風(fēng)干燥,確保表面無(wú)水、無(wú)油,為噴膠做準(zhǔn)備。
3. 噴膠系統(tǒng)(核心粘接層)噴涂方式:機(jī)器人靜電噴涂 / 高壓無(wú)氣噴涂,適配彈簧螺旋曲面。
膠水:專用水性植絨膠 / 熱熔膠,粘度 200–500cps,膠層厚度 0.1–0.3mm。
控制:3D 掃描 + 閉環(huán)控制,膠厚誤差≤±0.03mm,保證內(nèi)外側(cè)均勻、無(wú)漏噴。
4. 靜電植絨系統(tǒng)(核心工藝)靜電發(fā)生:高壓發(fā)生器(30–80kV),使絨毛帶負(fù)電。
植絨箱:密閉式,內(nèi)置靜電噴頭、攪拌器、絨毛輸送 / 回收系統(tǒng)。
絨毛(尼龍 / 滌綸,0.5–2.0mm)在電場(chǎng)中垂直吸附到涂膠彈簧表面,直立率≥90%。
回收系統(tǒng)負(fù)壓收集浮絨,回收率≥85%,循環(huán)使用。
關(guān)鍵參數(shù):電壓 30–80kV,植絨密度 2000–6000 根 /cm2。
5. 烘干固化系統(tǒng)熱風(fēng)循環(huán)烘道 / 紅外固化爐:溫度 80–180℃(依膠種),PID 控溫,均勻性 ±2℃。
作用:使膠水交聯(lián)固化,絨毛與彈簧結(jié)合,滿足耐磨、耐溫、耐候要求。
6. 后處理系統(tǒng)清絨:負(fù)壓吸塵 + 毛刷,去除浮絨,保證表面潔凈。
冷卻:風(fēng)冷 / 水冷,快速降溫,穩(wěn)定植絨層。
檢測(cè):AI 視覺(jué)檢測(cè)漏植、缺膠、色差、厚度不均,不良品自動(dòng)分揀。
7. 下料與包裝自動(dòng)下料機(jī)械手:將合格彈簧從工裝取下。
包裝:套袋、裝箱、貼標(biāo),完成成品下線。
二、標(biāo)準(zhǔn)工藝流程(連續(xù)式)自動(dòng)上料 → 2. 脫脂清洗 + 烘干 → 3. 表面活化(火焰 / 拋丸) → 4. 機(jī)器人噴膠 → 5. 靜電植絨(垂直吸附) → 6. 熱風(fēng)固化 → 7. 清絨 + 冷卻 → 8. AI 視覺(jué)檢測(cè) → 9. 合格下料包裝。
三、技術(shù)特點(diǎn)與優(yōu)勢(shì)自動(dòng)化程度高:全線 PLC 控制,節(jié)拍穩(wěn)定,適合大批量生產(chǎn)。
植絨質(zhì)量?jī)?yōu):靜電植絨保證均勻、直立、無(wú)倒伏,附著力強(qiáng)、耐磨、降噪。
環(huán)保節(jié)能:絨毛回收 + 閉環(huán)噴膠,減少浪費(fèi)與排放。
適配性強(qiáng):可處理不同線徑、長(zhǎng)度、形狀的尾門(mén)彈簧,兼容多種絨毛與膠水體系。
四、典型應(yīng)用與目的主要用于汽車(chē)電動(dòng) / 手動(dòng)尾門(mén)螺旋彈簧、扭桿彈簧。
功能:降低開(kāi)閉噪音、減震、防刮、提升手感、延長(zhǎng)彈簧壽命。
